 English
English 简体中文
简体中文  Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी


స్క్రూ రాపిడికి ప్రధాన కారణాలు ఏమిటి?
నింగ్బో ఫాంగ్లీ టెక్నాలజీ కో., లిమిటెడ్.ఒకయాంత్రిక పరికరాల తయారీదారుదాదాపు 30 సంవత్సరాల అనుభవాలతోప్లాస్టిక్ పైపు వెలికితీత పరికరాలు, కొత్త పర్యావరణ పరిరక్షణ మరియు కొత్త సామగ్రి పరికరాలు. దాని స్థాపన నుండి Fangli యూజర్ యొక్క డిమాండ్ల ఆధారంగా అభివృద్ధి చేయబడింది. నిరంతర అభివృద్ధి ద్వారా, కోర్ టెక్నాలజీపై స్వతంత్ర R&D మరియు అధునాతన సాంకేతికత మరియు ఇతర మార్గాల జీర్ణక్రియ & శోషణ, మేము అభివృద్ధి చేసాముPVC పైప్ ఎక్స్ట్రాషన్ లైన్, PP-R పైప్ ఎక్స్ట్రాషన్ లైన్, PE నీటి సరఫరా / గ్యాస్ పైప్ ఎక్స్ట్రాషన్ లైన్, దిగుమతి చేసుకున్న ఉత్పత్తులను భర్తీ చేయడానికి చైనా నిర్మాణ మంత్రిత్వ శాఖ సిఫార్సు చేసింది. మేము "జెజియాంగ్ ప్రావిన్స్లో ఫస్ట్-క్లాస్ బ్రాండ్" టైటిల్ను పొందాము.
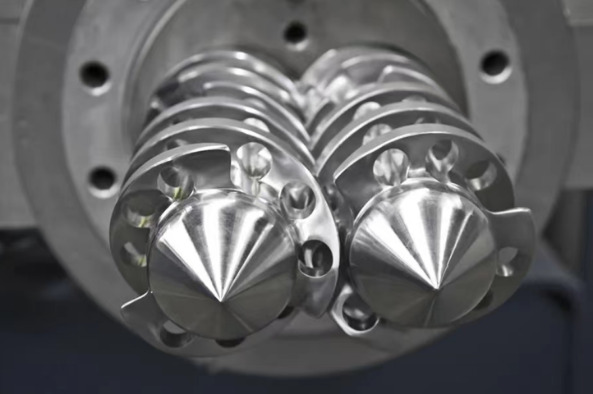
స్క్రూ-ఎక్స్ట్రూడర్ ప్లాస్టిక్ ఫార్మింగ్ మరియు బ్లెండింగ్ సవరణలో ప్రధాన సామగ్రి. బ్లెండింగ్ సవరణ యొక్క వాస్తవ ప్రక్రియలో, ఎక్స్ట్రూడర్ యొక్క స్క్రూ అధిక పీడనం మరియు అధిక ఉష్ణోగ్రతతో కఠినమైన వాతావరణంలో ఉంటుంది మరియు విపరీతమైన ఘర్షణ మరియు కోత శక్తులకు లోబడి ఉంటుంది.
ప్రత్యేక పని వాతావరణం కారణంగా, స్క్రూ రాపిడి అనేది సాధారణ మెటల్-టు-మెటల్ కాదు, కానీ మెటల్-టు-హై-మాలిక్యులర్ పాలిమర్, కాబట్టి స్క్రూ ఉపరితలం తరచుగా ఎక్కువగా అరిగిపోతుంది. స్క్రూ యొక్క రాపిడి అది మరియు బారెల్ మధ్య దూరాన్ని పెంచుతుంది, ఇది పదార్థంపై స్క్రూ యొక్క కుదింపు మరియు కోతను ప్రభావితం చేస్తుంది, ఇది ఉత్పత్తి నాణ్యతలో తగ్గుదలకు దారితీస్తుంది. మరోవైపు, అరిగిపోయిన స్క్రూలను తరచుగా మార్చడం వల్ల ఖర్చులు పెరుగుతాయి మరియు ఉత్పత్తి షెడ్యూల్లు ఆలస్యం అవుతాయి, ఫలితంగా ఉత్పాదకత తగ్గుతుంది.
స్క్రూ మరియు బారెల్ మధ్య క్లియరెన్స్ దీర్ఘకాలిక రాపిడి తర్వాత చాలా పెద్దదిగా ఉండటం వల్ల సాధారణంగా స్క్రూలను స్క్రాప్ చేయాలి., మరియు సరికాని డిజైన్ లేదా ఆపరేషన్ కారణంగా యంత్రం యొక్క పని సామర్థ్యం పరిమితికి మించి ఉన్నట్లు ఉదాహరణలు కూడా ఉన్నాయి. స్క్రూ రాపిడి యొక్క కారణాల యొక్క సంక్షిప్త వివరణ క్రిందిది.
1. ప్రాసెసింగ్ ఉష్ణోగ్రత
ప్రతి ప్లాస్టిక్ ఆదర్శ ప్లాస్టిలైజేషన్ కోసం ప్రాసెసింగ్ ఉష్ణోగ్రత పరిధిని కలిగి ఉంటుంది మరియు బారెల్ ప్రాసెసింగ్ ఉష్ణోగ్రత ఈ ఉష్ణోగ్రత పరిధికి దగ్గరగా ఉండేలా నియంత్రించబడాలి. ప్లాస్టిక్ గుళికలు తొట్టి నుండి బారెల్కు పంపబడతాయి మరియు అవి మొదట ఫిల్లింగ్ విభాగానికి చేరుతాయి. ఫిల్లింగ్ విభాగంలో, పదార్థాలు అనివార్యంగా పొడి ఘర్షణను కలిగి ఉంటాయి. ఈ ప్లాస్టిక్లు తక్కువగా వేడి చేయబడి, అసమానంగా కరిగిపోయినప్పుడు, బారెల్ లోపలి గోడ మరియు స్క్రూ ఉపరితలం మధ్య రాపిడిని పెంచడం సులభం.
అదేవిధంగా, కంప్రెషన్ సెక్షన్ మరియు హోమోజెనైజేషన్ విభాగంలో, ప్లాస్టిక్ కరిగిన పరిస్థితి క్రమరహితంగా మరియు అసమానంగా ఉంటే, అది కూడా వేగంగా ధరించడానికి కారణమవుతుంది.

2. భ్రమణ వేగం
భ్రమణ వేగాన్ని సరిగ్గా సర్దుబాటు చేయాలి. కొన్ని ప్లాస్టిక్లలో గ్లాస్ ఫైబర్, మినరల్స్ లేదా ఇతర ఫిల్లర్లు వంటి ఉపబల ఏజెంట్లు ఉంటాయి. ఈ పదార్ధాలు తరచుగా కరిగిన ప్లాస్టిక్ల కంటే లోహ పదార్థాలపై చాలా ఎక్కువ ఘర్షణను కలిగి ఉంటాయి.
అధిక భ్రమణ వేగాన్ని ఉపయోగిస్తే, ప్లాస్టిక్లపై కోత శక్తిని పెంచేటప్పుడు, రీన్ఫోర్స్డ్ ఫైబర్లను ముక్కలు చేయడం కూడా సులభం. తురిమిన ఫైబర్స్ పదునైన చివరలను కలిగి ఉంటాయి, తద్వారా రాపిడి శక్తి బాగా పెరుగుతుంది. అకర్బన ఖనిజాలు లోహ ఉపరితలంపై అధిక వేగంతో గ్లైడింగ్ అవుతాయి మరియు స్క్రాపింగ్ ప్రభావం కొద్దిగా ఉండదు. మొత్తం మీద, వేగం చాలా ఎక్కువగా సర్దుబాటు చేయకూడదు.

3. స్క్రూ మరియు బారెల్ మధ్య క్లియరెన్స్
స్క్రూ బారెల్లో తిరుగుతుంది మరియు పదార్థం మరియు రెండింటి మధ్య ఘర్షణ స్క్రూ మరియు బారెల్ యొక్క పని ఉపరితలం క్రమంగా అరిగిపోయేలా చేస్తుంది, అప్పుడు స్క్రూ వ్యాసం క్రమంగా తగ్గిపోతుంది మరియు బారెల్ లోపలి వ్యాసం పెరుగుతుంది. ఈ విధంగా, రాపిడి కారణంగా స్క్రూ మరియు బారెల్ మధ్య అంతరం పెద్దదిగా మరియు పెద్దదిగా మారుతుంది.
However, due to the barrel in front of the head and the resistance of the manifold has not changed, so it increases the leakage flow of extruded material, that is, the material’s feeding flow increases from the gap to the feeding direction. As a result, the machine’s production capacity decreased. This phenomenon in turn increases the residence time of material in the barrel, resulting in material decomposition. If it is PVC, the hydrogen chloride gas produced while decomposing will strengthen the corrosion of the screw and barrel.

4. పదార్థాలు లేదా లోహ మలినాలను కలిపిన అసమాన ప్లాస్టిసైజేషన్
Because the material is not plasticized uniformly, or metal impurities are mixed into the material, the screw rotation torque force will increase suddenly. This torque exceeds the strength limit of the screw, and leads to the screw being twisted off. This is unconventional accident damage.
ఇవి స్క్రూ ధరించడానికి కొన్ని సాధారణ కారణాలు, పై కంటెంట్ మీకు ఎక్స్ట్రాషన్ స్క్రూ గురించి మంచి అవగాహన మరియు పరిజ్ఞానాన్ని అందించగలదని ఆశిస్తున్నాము.
స్క్రూ యొక్క రాపిడిని తగ్గించడం మరియు స్క్రూ యొక్క పని జీవితాన్ని పొడిగించడం వలన పరికరాల నిర్వహణ ఖర్చులు బాగా తగ్గుతాయి, ఉత్పత్తి యొక్క నాణ్యతను నిర్ధారించడం మరియు మీ కంపెనీకి అధిక ఆర్థిక ప్రయోజనాలను తెస్తుంది.
మీకు మరింత సమాచారం కావాలంటే, వివరణాత్మక విచారణ కోసం సంప్రదించడానికి Ningbo Fangli Technology Co., Ltd. మిమ్మల్ని స్వాగతిస్తున్నాము, మేము మీకు వృత్తిపరమైన సాంకేతిక మార్గదర్శకత్వం లేదా పరికరాల సేకరణ సూచనలను అందిస్తాము.
విచారణ పంపండి

X
మీకు మెరుగైన బ్రౌజింగ్ అనుభవాన్ని అందించడానికి, సైట్ ట్రాఫిక్ను విశ్లేషించడానికి మరియు కంటెంట్ను వ్యక్తిగతీకరించడానికి మేము కుక్కీలను ఉపయోగిస్తాము. ఈ సైట్ని ఉపయోగించడం ద్వారా, మీరు మా కుక్కీల వినియోగానికి అంగీకరిస్తున్నారు.
గోప్యతా విధానం